 |  | Rolf Daniels |
 |
19.02.2023 08:00 Uhr |
Foto: Adobe Stock/MediaenLab
Printlets, wie Arzneiformen aus dem Drucker oft benannt werden, ähneln äußerlich häufig den klassischen Arzneiformen wie Tabletten und Kapseln. Ihre Herstellung unterscheidet sich allerdings deutlich von der konventionellen Produktion. Unabhängig von der eingesetzten Drucktechnologie handelt es sich um additive Herstellungsverfahren. Das bedeutet, dass die Arzneiform Schicht um Schicht nach einem vorab am Computer bestimmten Design aufgebaut wird.
Gedruckte Arzneiformen erscheinen vielen als eine Art Schlaraffenland der personalisierten Medizin, denn sie eröffnen eine bislang nicht gekannte Flexibilität. In der Arzneimittelforschung, sowohl in der Präklinik als auch in Phase-I/II-Studien, kann die Dosierung jederzeit an die aktuellen Erkenntnisse und Bedürfnisse angepasst werden. Ebenso können Faktoren wie Alter, Gewicht, Größe, Nierenfunktion, Geschlecht und Ethnie eines Patienten bei der Arzneistoffdosierung berücksichtigt werden. Arzneiformen für Kinder lassen sich in Dosis und Applizierbarkeit perfekt an deren Bedürfnisse anpassen. Für Patienten mit Polypharmazie können dosisangepasste Kombinationsarzneimittel produziert werden.
Ist das eine herkömmlich produzierte oder eine gedruckte Tablette? Sogenannte Printlets ähneln den klassischen Arzneiformen äußerlich sehr. / Foto: Imago/YAY Images
In den letzten Jahren ist in der wissenschaftlichen Welt ein wahrer Hype zu beobachten. Die Zahl der Publikationen zu gedruckten Arzneiformen stieg von drei in PubMed zitierten Veröffentlichungen im Jahr 2000 auf mehr als 120 im Jahr 2022.
Die FDA-Zulassung von Spritam® im Jahr 2015 zeigte, dass das Drucken von Tabletten auch für die Massenproduktion eine Option sein kann, wenn besondere Eigenschaften angestrebt werden. Dort waren es ein sekundenschneller Zerfall trotz hoher Arzneistoffdosierung und damit ein schnellerer Wirkungseintritt als bei herkömmlichen Levetiracetam-Tabletten.
Bei den Drucktechniken sind zunächst einmal zwei große Gruppen, nämlich der 2-D- und der 3-D-Druck zu unterscheiden.
Spricht man von gedruckten Arzneiformen, denken die meisten an dreidimensional (3-D) gedruckte, meist tablettenförmige Zubereitungen. Zu deren Herstellung stehen verschiedene Drucktechnologien zur Verfügung.
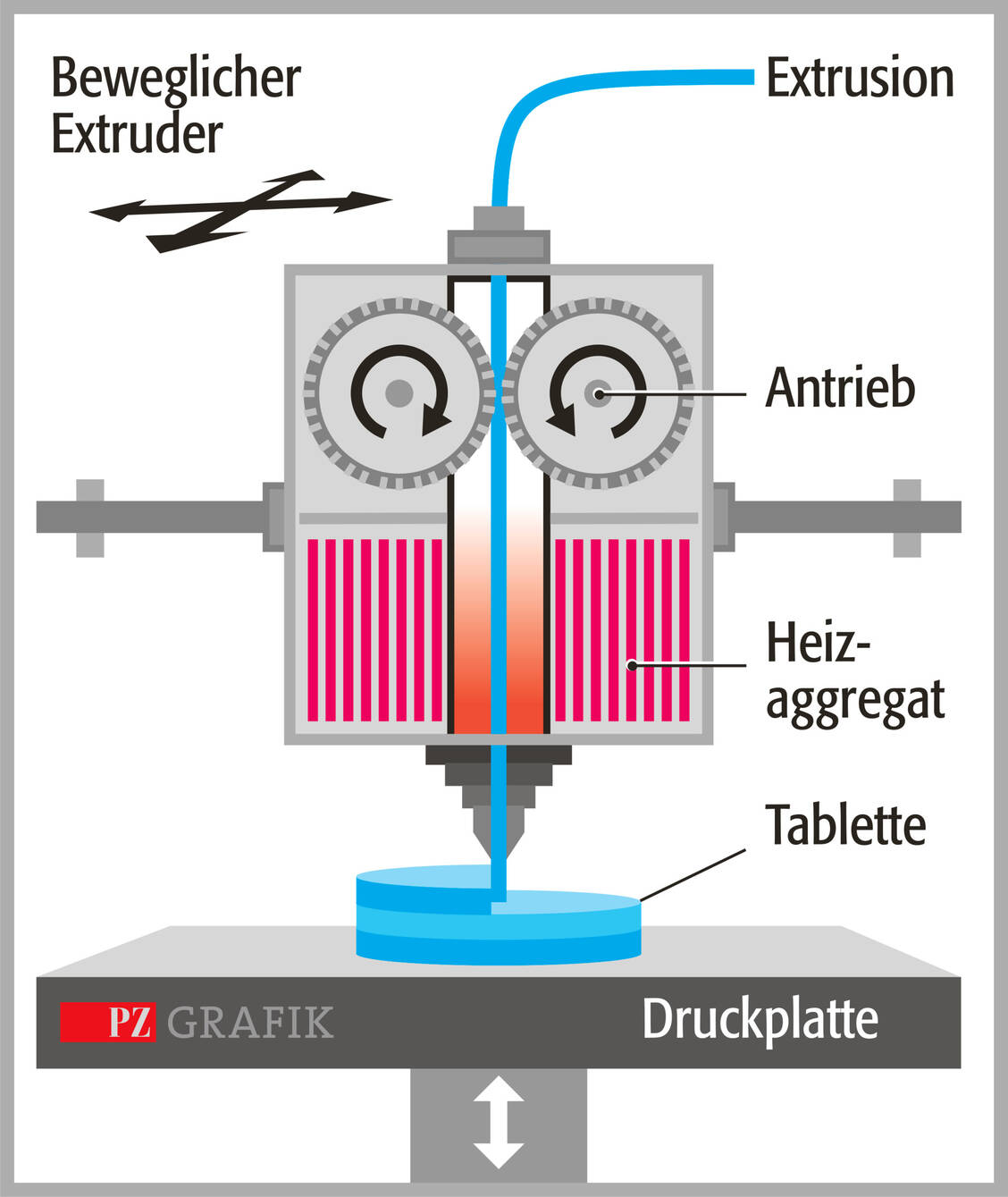
Abbildung 1: Prinzip der Herstellung von gedruckten Tabletten durch Schmelzschichtung / Foto: PZ/Stephan Spitzer
Das Verfahren mit der längsten Geschichte ist der 3-D-Pulverdruck, der auch die Basis für die Herstellung der Spritam-Tabletten bildete. Das Grundprinzip beinhaltet, dass entweder ein wirkstofffreies Pulver mit einer wirkstoffhaltigen Bindemittellösung oder ein wirkstoffhaltiges Pulver mit einer wirkstofffreien Bindemittellösung punktgenau benetzt (bedruckt) wird. Beim Abtrocknen der Bindemittellösung werden die einzelnen Pulverschichten aneinandergebunden und es entsteht eine hochporöse Tablette.
Die meisten Forschungsarbeiten der jüngeren Zeit fokussieren sich auf die sogenannte Schmelzschichtung (Fused Deposition Modeling; FDM) (Abbildung 1). Verdruckt wird hier ein wirkstoffbeladenes Polymerfilament, das zuvor mit einem Extruder (»Schneckenpresse«) durch Schmelzextrusion vorgefertigt wurde. Dieses wird beim eigentlichen Druckvorgang dem Druckkopf zugeführt, dort bei Temperaturen deutlich über 100 °C geschmolzen und über eine zweidimensional bewegliche Düse auf eine Arbeitsplattform aufgebracht. Durch definierte Bewegungen der Düse wird die Schmelze schichtweise aufgebracht. Die Bewegung der Düse wird von einem Computerprogramm gesteuert, in dem zuvor das gewünschte Druckdesign festgelegt wurde. Durch Größe, Form und Dichte (sogenanntes Infill) der gedruckten Arzneiformen kann die Dosierung individuell gesteuert werden.
Ein 3-D-Drucker bei der Arbeit / Foto: Uni Tübingen
Diese Technik erscheint für die rezepturmäßige Herstellung individualisierter Arzneiformen besonders interessant. Die wirkstoffhaltigen Polymerfilamente könnten als Rezepturausgangsstoff von pharmazeutischen Herstellern zur Verfügung gestellt und dann in der (Krankenhaus-)Apotheke mit einem geeigneten Drucker individuell dosiert verdruckt werden. Gemäß aktueller Forschungen können nicht nur Polymer-, sondern auch Lipidfilamente als Matrix für die Schmelzschichtung herangezogen werden, was die Flexibilität weiter steigert, da dadurch niedrigere Verarbeitungstemperaturen (< 100 °C) möglich sind.
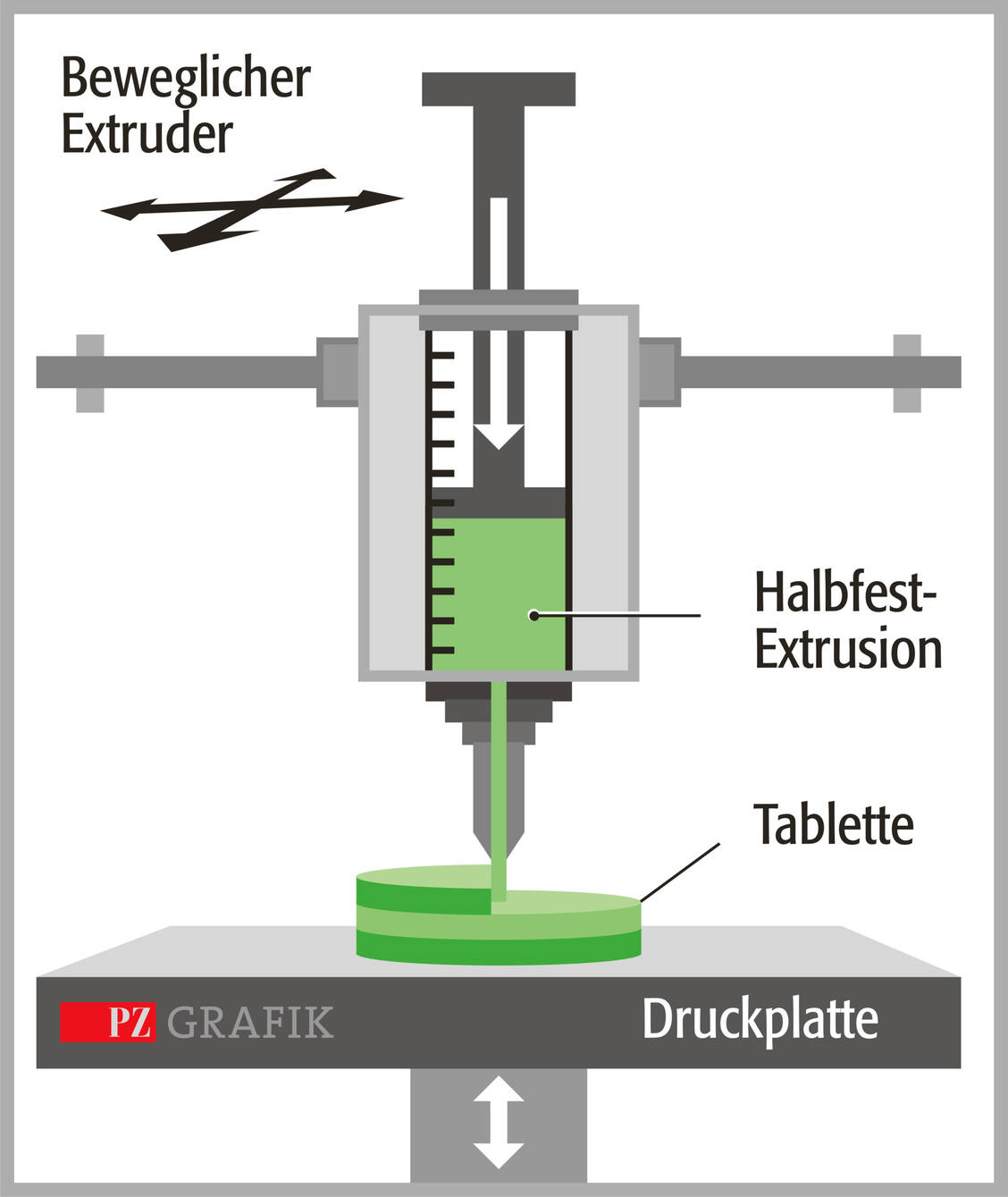
Abbildung 2: Prinzip der Herstellung von gedruckten Tabletten durch Halbfest-Extrusion / Foto: PZ/Stephan Spitzer
Sehr ähnlich wie die Schmelzschichtung funktioniert die Halbfest-Extrusion (Abbildung 2). Dabei wird eine bei Raumtemperatur halbfeste, unter Druckanwendung fließfähige Masse (Gel) über eine Düse auf eine Arbeitsplattform aufgebracht und muss anschließend durch Trocknung oder einen anderen Prozess wie Polymerisation verfestigt werden. Im Alltag ist der Vorgang mit dem Verzieren von Torten mittels Spritzbeutel oder Tortenspritze zu vergleichen. Die Halbfest-Extrusion wird häufig beim sogenannten Bio-Printing eingesetzt, bei dem lebende Zellen, die in eine Gelmatrix eingebettet sind, verdruckt werden, um daraus gewebeähnliche Strukturen wie etwa Hautkonstrukte zu generieren.
Zu den bisher weniger häufig eingesetzten 3-D-Drucktechniken gehört das selektive Lasersintern. Dabei wird zunächst ein definiertes Pulverbett erzeugt, in das anschließend ein energiereicher Laserstrahl punktgenau fokussiert wird. Die Laserenergie bewirkt an den gewünschten Stellen einen Sinterungsprozess, bei dem die einzelnen Pulverpartikel, häufig Polymere, zu größeren Printlets vereinigt werden. Schicht für Schicht lassen sich feste Zubereitungen mit beliebiger und sehr feiner Strukturierung erzeugen.
Alle 3-D-Druckverfahren ermöglichen es aufgrund der additiven Fertigungstechnik, jede einzelne Schicht unterschiedlich zu gestalten. Das bedeutet, dass in jeder Schicht – zumindest theoretisch – ein anderer Arzneistoff eingebracht werden kann, sodass eine »Polypill«, also ein Kombinationsarzneimittel mit mehreren Arzneistoffen, entsteht.
Inkompatible Arzneistoffe können durch wirkstofffreie Schichten voneinander getrennt werden. Ebenso ist es denkbar, die Freisetzungscharakteristik Schicht für Schicht zu beeinflussen, sodass schnell und langsam freisetzende Schichten zu komplexen Freigabeprofilen zusammengefügt werden können.
Da die äußere Form beliebig gestaltet werden kann, lassen sich Arzneiformen designen, die Patienten mit Dysphagie leichter schlucken können. Auch pädiatrische Arzneiformen in Dino- oder Bärchenform sind technisch problemlos herstellbar. Hier ist eher zu fragen, ob es zur Verbesserung der Adhärenz sinnvoll und vertretbar ist, Arzneimittel wie Süßigkeiten zu präsentieren.
Abhängig vom Arzneistoff kann die Arzneistoffbeladung beim 3-D-Druck bis zu 70 Prozent betragen, sodass Dosierungen wie bei der konventionellen Tablettenproduktion denkbar sind.
Wichtigste Anforderung an die Arzneistoffe bei Verwendung der Schmelzschichtung (FDM-Technologie) ist eine ausreichende Thermostabilität, um die hohen Verarbeitungstemperaturen (je nach Polymer bis zu 200 °C) bei der Schmelzextrusion des Filaments und beim Druckvorgang intakt zu überstehen. Ist der Wirkstoff im Polymer löslich, so kann es die Bioverfügbarkeit verbessern, wenn das Polymer sich rasch im Gastrointestinaltrakt auflöst. Der Wirkstoff kann aber auch in mikrofeiner Form in der Polymer- oder Lipidschmelze suspendiert vorliegen. Aggregation und Sedimentation spielen aufgrund der hohen Viskosität der Schmelze praktisch keine Rolle. Allerdings kann es während der Herstellung und Lagerung zur Rekristallisation von bei hohen Temperaturen gelöstem Wirkstoff sowie Änderungen der Kristallmodifikation kommen – Vorgänge, die die Bioverfügbarkeit beeinflussen können.
Alternativ zum 3-D-Druck können Arzneiformen auch in einem sogenannten zweidimensionalen (2-D) Druckverfahren hergestellt werden. Dies ist technisch etwas weniger herausfordernd.
Beim 2-D-Druck wird zunächst eine wirkstoffhaltige Tinte hergestellt, die neben einem flüchtigen Lösungsmittel wie Ethanol häufig noch einen viskositätserhöhenden Zusatz enthält. Die wirkstoffhaltige Drucktinte wird mit einem geeigneten Tintenstrahldrucker auf einen vorgefertigten essbaren Polymerfilm, zum Beispiel aus Stärke oder Cellulosederivaten, oder ein anderes Substrat, beispielsweise ein Implantat, aufgetragen (Abbildung 3).
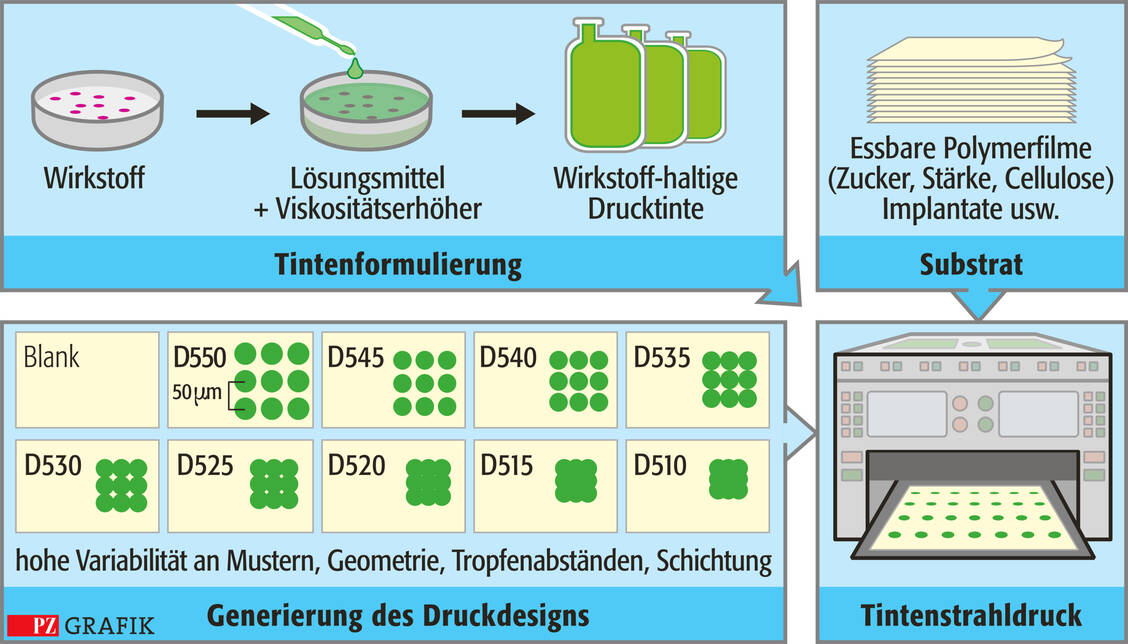
Abbildung 3: Ablauf der Herstellung von Arzneiformen mittels 2-D-Inkjet-Druck / Foto: PZ/Stephan Spitzer
Über das am Computer generierte Druckmuster kann die aufgetragene Wirkstoffmenge bestimmt werden. Reicht eine Bedruckung in einfacher Schicht nicht aus, können auch mehrere Schichten, nach jeweiliger Zwischentrocknung der einzelnen Schichten, übereinander gedruckt werden. Die maximal erzielbare Wirkstoffbeladung liegt typischerweise bei < 1mg/cm², also deutlich niedriger als beim 3-D-Druck. Damit ist diese Technologie insbesondere für niedrig dosierte Arzneistoffe geeignet.
Der bedruckte arzneistoffhaltige Film kann als Schmelzfilm (orodispersibler Film) im Mund appliziert oder zusammengerollt in eine Steckkapsel verpackt und so eingenommen werden. Der orodispersible Film ist eine besonders attraktive Applikationsform für Patienten mit Dysphagie, Säuglinge und kleine Kinder.
Bei der Gestaltung des Druckdesigns sind der Fantasie kaum Grenzen gesetzt. Die »Wirkstofftinte« kann zum Beispiel vollflächig, zentriert, punktförmig oder in Streifen aufgebracht werden. Zudem kann man den Druck gleich für eine Serialisierung, die eine Rückverfolgung erlaubt, das Aufbringen eines Bar- oder QR-Codes sowie eines Identdrucks nutzen, um eine eindeutige Zuordnung des produzierten Arzneimittels zu ermöglichen.
An den Trägerfilm (Substrat) sind, ähnlich wie bei speziellen Druckerpapieren für Tintenstrahldrucker, besondere Anforderungen zu stellen. Selbstverständlich darf die Drucktinte ihn nicht anlösen. Drucktinte und Substrat müssen aufeinander abgestimmt sein. Außerdem muss die Drucktinte rasch aufgenommen werden, ohne zu verschmieren. Hierzu sind vielfältige Lösungsansätze publiziert und zum Teil auch patentiert worden.
Rein technisch gesehen sind handelsübliche Tintenstrahldrucker geeignet, um 2-D-gedruckte Arzneiformen herzustellen. Für die Arzneimittelherstellung ist allerdings ein spezieller Pharma-geeigneter Drucker nötig. Dieser muss unter anderem sicherstellen, dass die Drucktinte keine Kunststoffadditive, zum Beispiel aus der Druckerpatrone, herauslöst.
Die Zusammensetzung der Drucktinte kann die im Tintenstrahldrucker erzeugte Tropfengröße beeinflussen. Infolgedessen muss für jede Drucktinte individuell ermittelt werden, welches Druckmuster geeignet ist, um eine bestimmte Wirkstoffkonzentration pro Druckfläche zu erzielen.
Auch der 2-D-Druck ermöglicht die Verarbeitung mehrerer Arzneistoffe zu einer Arzneiform. Hierzu werden die wirkstoffhaltigen Tinten neben- oder übereinander appliziert.
Extrusion
Beim Extrudieren werden feste bis zähflüssige Massen, zum Beispiel geschmolzene Kunststoffe, meist mittels einer Förderschnecke unter hohem Druck und häufig auch bei hoher Temperatur kontinuierlich durch eine formgebende Düse gepresst.
Infill
Als Infill bezeichnet man den Teil eines 3-D-gedruckten Objektes, der unabhängig von der äußeren Gestalt das Innenvolumen in frei wählbarer Geometrie und Materialdichte ausfüllt. Bei einem Infill von 0 Prozent ist das gedruckte Objekt hohl, bei 100 Prozent vollständig ausgefüllt.
Sintern
Sintern ist ein Verfahren zur Herstellung oder Veränderung von (Werk-)Stoffen. Dabei werden feinkörnige, polymere, keramische oder metallische Stoffe erhitzt, wobei die Temperaturen unterhalb der Schmelztemperatur der Hauptkomponenten bleiben, sodass die Gestalt (Form) des Werkstücks erhalten bleibt.
Das Ziel von gedruckten Arzneiformen ist meist eine maßgeschneiderte Pharmakotherapie. Naheliegende Anwendungsgebiete für Printlets sind daher dosisangepasste Arzneimittel für die Pädiatrie und Geriatrie, insbesondere wenn es keine zugelassenen Arzneimittel gibt. Zudem steht die Versorgung von polymorbiden Patienten mit Kombinationsarzneimitteln, die gegebenenfalls zusätzlich in ihrer Dosierung individuell angepasst werden können, besonders im Fokus. Weitergehende Wunschvorstellungen umfassen individualisierte Freisetzungskinetiken für jeden einzelnen Arzneistoff.
Sinnvoll ist dies aber nur, wenn der ideale therapeutische Bereich eines Arzneistoffs bekannt ist und es ein spezifisches Drug Monitoring gibt. Dies ist zum Beispiel bei Psychopharmaka und Antibiotika zumindest für einige spezifische Arzneistoffe gegeben.
Bis die additive Arzneimittelherstellung für eine breite Anwendung vollständig entwickelt ist, wird es voraussichtlich noch 10 bis 15 Jahre dauern. Bereits heute können Printlets wertvolle Dienste bei der Herstellung klinischer Studienmedikation leisten. So werden in der frühen Phase der klinischen Entwicklung häufig Eskalationsstudien gemacht, um die beste und sicherste Dosis für die Patienten zu ermitteln. Die dafür benötigten zahlreichen Formulierungen in kleiner Stückzahl, aber mit unterschiedlichen Wirkstoffmengen herzustellen, ist eine Domäne der additiven Fertigungstechniken. Darüber hinaus kann die Freisetzung des Wirkstoffs individuell und flexibel angepasst werden, um die erwünschte Pharmakokinetik zu realisieren.
Die klinische Forschung kann zudem vom Biodruck profitieren, wenn damit Zellkulturmodelle für die In-vitro-Testung von Wirkstoffen und Formulierungen bereitgestellt werden.
Neben all den zahlreichen positiven Aspekten der gedruckten Arzneiformen dürfen einige Herausforderungen nicht unerwähnt bleiben. Dazu gehören insbesondere Aspekte der Qualitätssicherung und Qualitätskontrolle sowie regulatorische Fragen und auch die Kosten.

Für Kinder, die dauerhaft Medikamente einnehmen müssen, könnten gedruckte Arzneiformen, die sich leicht im Mund auflösen, eine Hilfe sein. / Foto: Adobe Stock/Gina Sanders
Schätzungen gehen davon aus, dass bis zu 5000 3-D-gedruckte Tabletten mit einem Drucker pro Tag hergestellt werden können. Dies reicht für die Apothekenrezeptur und -defektur meist aus. Dabei hängt der Durchsatz sehr stark von der Komplexität der Arzneiform und der Drucktechnik ab. Die Herstellkosten je einzelner Arzneiform sind damit automatisch dramatisch höher als bei einer Massenproduktion, bei der bis zu eine Million Tabletten pro Stunde produziert werden können. Beispiel Spritam®: Die gedruckte Tablette kostet etwa das 73-Fache (!) einer generischen Levetiracetam-Tablette.
Solche Kosten müssen durch einen klaren therapeutischen Vorteil gerechtfertigt sein, zum Beispiel deutlich reduzierte Nebenwirkungen, beschleunigter Heilungsverlauf und erhöhte Adhärenz. Erforderlich ist daher eine gesamtheitliche Beurteilung der Therapiekosten inklusive des Gewinns an Lebensqualität und Lebenszeit; diese Bewertung geht weit über die reinen Arzneimittelkosten hinaus.
Für die Herstellung von gedruckten Arzneiformen sind schon erste praxistaugliche Technologien inklusive der dafür erforderlichen GMP-gerechten Drucker kommerziell verfügbar. Dennoch ist noch zu weiten Teilen unklar, wie die Qualität der Printlets garantiert werden kann. Die zur Qualitätskontrolle eingesetzten analytischen Verfahren sollen, wie allgemein bei der Prüfung von Rezeptur- und Defekturarzneimitteln, nicht destruktiv sein. Vorgeschlagen werden Methoden wie die Infrarot-, Nahinfrarot- und Raman-Spektroskopie zur Prüfung von Identität, Reinheit und Gehalt: ein hoher apparativer Aufwand.
Auch regulatorisch ergeben sich neue Herausforderungen, zum Beispiel hinsichtlich des jeweiligen Verantwortungsbereichs. Dabei hängt vieles davon ab, wer die Polymerfilamente für die Schmelzschichtung oder die Drucktinte für den 2-D-Druck sowie die zugehörigen Drucker mit den jeweiligen Druckdesigns bereitstellt. Kommt dies alles vom pharmazeutischen Unternehmer, so obliegen ihm zum großen Teil das Qualitätsmanagement und die Qualitätskontrolle.
Betrachtet man Polymerfilamente oder Drucktinte als normale Rezepturausgangssubstanzen und die Anfertigung der Printlets als Rezeptur oder Defektur, so ist allein die druckende Apotheke für Qualitätsmanagement und Arzneimittelqualität verantwortlich. Angesichts der damit verbundenen Anforderungen erscheint es aktuell zweifelhaft, ob die Herstellung von Printlets irgendwann genauso zum Apothekenalltag gehört wie die Herstellung von Dermatika. Wahrscheinlicher ist es, dass der Arzneimitteldruck Klinikapotheken und Schwerpunktapotheken oder Rezepturzentren vorbehalten bleibt.
Außerdem gibt es, da sich die Technologie rasant weiterentwickelt, noch keine allgemeinen Vorschriften oder Richtlinien für die Überwachung von 3-D-gedruckten Arzneimitteln. Die FDA hat 2017 lediglich »Technical Considerations for Additive Manufactured Medical Devices« herausgegeben; dies ist ein erster Ansatz, wie der 3-D-Druck von regulatorischer Seite aus betrachtet werden kann.
Im Zusammenhang mit personalisierten Printlets sind auch völlig neue Vertriebswege denkbar.
Szenario A lehnt sich an das klassische Modell an, das für konventionelle Arzneimittel gilt. Der Patient kommt mit seiner Verordnung in die Apotheke, die die personalisierte Arzneiform unter Verwendung von wirkstoffhaltigen Polymerfilamenten oder Drucktinten, die ein pharmazeutischer Unternehmer zur Verfügung stellt, druckt.
In einem Szenario B erhält der pharmazeutische Unternehmer die elektronische Verordnung. Er druckt die personalisierte Medikation und lässt sie durch einen Logistikdienstleister direkt dem Patienten zukommen.

Werden das Arzneimitteldesign am Computer und die Herstellung per Drucker einmal zum Apothekenalltag gehören? Bislang erscheint dies fraglich. / Foto: Adobe Stock/Racle Fotodesign
Szenario C geht noch einen Schritt weiter. Der pharmazeutische Unternehmer stellt dem Patienten die notwendige Ausrüstung für das Drucken zur Verfügung. Nach Einlesen der elektronischen Verordnung druckt der Patient sein Arzneimittel zu Hause (print@home). Letzteres ist mit unserem heutigen Verständnis einer qualitätsgesicherten Arzneimittelversorgung jedoch kaum vereinbar.
Das Apothekenpersonal übernimmt in den Szenarien B und C die Rolle des pharmazeutischen Beraters. Somit erbringt es eine pharmazeutische Dienstleistung, ohne an der Herstellung und Abgabe des Arzneimittels beteiligt zu sein.
Der 2-D- und der 3-D-Druck von Arzneiformen haben das Potenzial, die Arzneimitteltherapie mittelfristig in einigen Bereichen zu revolutionieren. Insbesondere in Forschung und Entwicklung werden sie einen festen Stellenwert haben. In öffentlichen Apotheken und Klinikapotheken werden insbesondere die regulatorischen Rahmenbedingungen und die notwendigen Investitionskosten darüber entscheiden, ob sich gedruckte Arzneiformen in der Routine durchsetzen können. Die Forschung auf diesem Gebiet ist in vollem Gang und wird Lösungsstrategien bereitstellen, sodass technische Hürden die Nutzung immer seltener einschränken werden.
Schließlich wird sich bei der praktischen Umsetzung zeigen, wie Arzneimittel- und Patientensicherheit gewährleistet werden können. Abzuwarten ist auch, ob das Thema Datensicherheit – zusammen mit den Kosten – wieder einmal zur Innovationsbremse im Gesundheitswesen wird.
Rolf Daniels studierte Pharmazie in Regensburg und wurde 1985 im Fach Pharmazeutische Technologie promoviert. Nach einer Tätigkeit in der pharmazeutischen Industrie wurde er Akademischer Rat am Institut für Pharmazie der Universität Regensburg. 1994 folgte die Habilitation für das Fach Pharmazeutische Technologie. Nach zehnjähriger Professur an der TU Braunschweig wurde Professor Daniels 2005 Leiter des Lehrstuhls für Pharmazeutische Technologie an der Eberhard-Karls-Universität Tübingen. Seit Oktober 2022 ist er Professor im Ruhestand.


